How to Validate Oil and Hydraulic Filters with Pressure Cycle & Burst Testing
Oil and hydraulic filters are subjected to significant stress during operation. From repeated pressure pulses to sudden spikes in flow, these components must be robust and reliable. Therefore, manufacturers rely on pressure cycle testing and burst testing to validate filter housings and internal elements before releasing them to the market or entering series production.
What is pressure cycle testing, and how is it applied to oil and hydraulic filters?
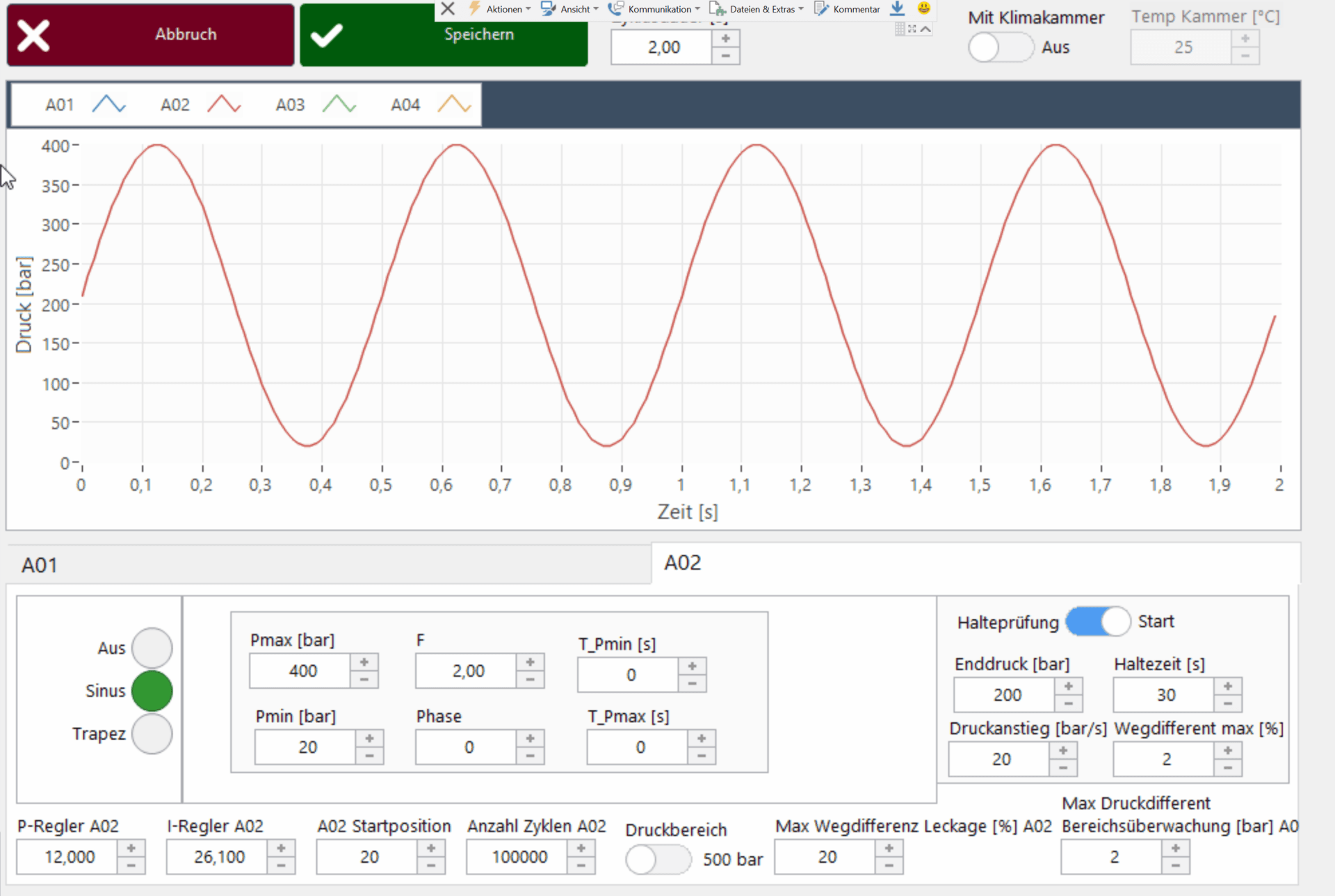
Pressure cycle testing simulates repetitive pressure variations, typically ranging from 0.2 to 35 bar for testing filters, at defined frequencies (0.1 to 5 Hz). This is done using sinusoidal or trapezoidal pressure curves (wave and square pressure curves) to replicate real-world pressure load conditions. The component is exposed to hundreds of thousands to several million cycles, depending on the standard and validation protocol.
Learn more about pressure pulsation test stands here.
What is Burst Pressure Testing, and how is it applied to oil and hydraulic filters??
Burst testing applies pressure until the structure fails. This determines the maximum allowable pressure and ensures safety margins are validated. For hydraulic and oil filters, the burst pressure can exceed 100 bar.
What Medium and Temperature Are Used?
Tests are typically conducted using hydraulic oil (e.g., ISO VG 22). To reflect real operating conditions, the test oil is heated to temperatures of up to +160°C, with continuous monitoring to ensure a consistent thermal load throughout the test cycle.
Test Bench Highlights from Poppe + Potthoff

Our fully automated systems meet the above standards and provide:
- Up to two test chambers with five test stations each (4 cyclic, 1 burst)
- Configurable pressure and flow profiles with automated ramp control
- Heated oil testing up to +160 °C with inline temperature sensors
- Intelligent leak detection through a way measuring system of the pressure intensifier, as well as sensors under each tested DTU
- Programmable expansion volumes
- PC-based LabVIEW control with recipe storage and full traceability
The above specifications are solely exemplary. Our team of design and construction engineers can adapt the system to your requirements by adding another chamber, reducing it to only one test station, or designing it to your available test space.
What Test Standards does the Testing Cover?
A reliable filter validation process must follow international norms:
- ISO 10771: Fatigue testing of metal filter housings
- ISO 4548-5: Oil filters under cyclic pressure (internal combustion engines)
- ISO 6803: Impulse testing for hoses and components
- ISO 3724: Resistance of filter elements to flow fatigue
- NFPA T3.10.17: Multi-pass testing for fine filter performance
Talk to our team to customize your test bench for your next oil or hydraulic filter project. See more details about the test bench here.